PROCESO DE GALVANIZACION
DEFINICION DEL PROCESO
El proceso de galvanización en caliente ISO 1461 consiste en sumergir las piezas de acero en un baño de zinc fundido (aproximadamente 450 ° C) para producir un revestimiento protector anticorrosión en el acero.
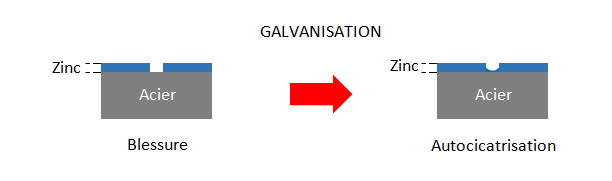
El galvanizado por inmersión en caliente ISO 1461 proporciona tanto protección de pantalla (el zinc en la superficie protege el metal que cubre) como la protección de sacrificio (el zinc se sacrifica para proteger el acero).
El proceso de galvanización se compone de varias etapas.
La galvanizacion en video
Galvanizacion en ISO 1461

ETAPAS DEL PROCESO DE GALVANIZACION EN ISO 1461
-
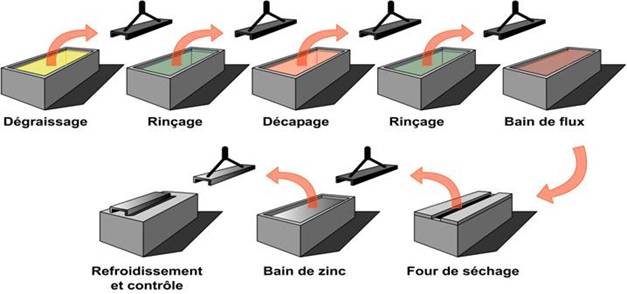
Preparación de la superficie antes de la inmersión de las piezas en el baño de zinc. Incluye desengrasado, decapado, aclarado, fluxado y secado.
-
Inmersión en el baño de zinc durante el cual se forma el recubrimiento galvanizado.
-
Pasivación según especificaciones del cliente.
Control de parámetros de proceso
Las plantas de galvanización del grupo ZINQ siguen continuamente los diversos parámetros del proceso de preparación de la superficie para optimizar la calidad de la galvanización. Cada semana, los diferentes baños son analizados por el laboratorio de análisis químico del grupo (ZINQ Technologie France).
1. PREPARACIÓN DE LA SUPERFICIE
El objetivo de la preparación de la superficie es permitir la reacción metalúrgica entre el acero y el zinc.
Desengrase
Esta primera etapa del tratamiento químico consiste en eliminar la grasa y la suciedad que evitan el contacto de las soluciones de grabado posteriores en la superficie de las piezas.
Decapado
El decapado química elimina el óxido y las incrustaciones (óxidos de hierro) para limpiar la superficie de la pieza en preparación para la reacción de hierro / zinc. El ácido contenido en este baño reacciona con los óxidos para transformarlos en sales solubles.
Enjuague
El enjuague está destinado a limitar la contaminación del fluxado al transferir el líquido del baño a otro.
Fluxado
La operación de fluxado o fundente tiene una triple función en el tratamiento de las piezas a galvanizar :
- Asegura la humectabilidad de la superficie.
- Promueve la reacción metalúrgica entre el hierro y el zinc durante la inmersión de la pieza.
- Previene la reoxidación de la pieza antes de entrar al baño de zinc.
Secado
La última operación de la cadena de preparación de superficie, el secado es un paso necesario antes de la inmersión completa en el baño de zinc. Evita explosiones debido a la vaporización instantánea del agua durante la inmersión en el baño de zinc y por extensión para evitar cualquier proyección de zinc líquido. También reduce el choque térmico durante la inmersión en el baño de zinc y, por lo tanto, minimiza el riesgo de deformación de las piezas durante el proceso de galvanización.
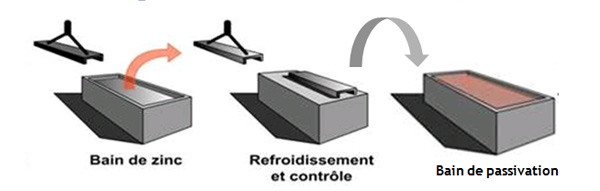
2. GALVANIZACION
La galvanización en caliente ISO 1461 corresponde a la fase de inmersión de la pieza en el baño de zinc. Dependiendo del tipo de pieza (dimensiones, espesor del recubrimiento, etc.), el tiempo de inmersión de la pieza puede variar de 3 a 15 minutos en promedio. Luego se forma una capa intermetálica entre el acero y el zinc fundido, lo que permite una excelente adhesión del recubrimiento.
Además, en caso de rotura accidental del recubrimiento, la galvanización proporciona protección catódica del acero, vea el diagrama.
3. PASIVACION
Esto implica cubrir las partes con una película protectora para prolongar el brillo de la galvanización. Para hacer esto, las partes se enfrían primero unos momentos después de salir del baño de zinc y luego se sumergen en un baño de pasivación. Este servicio de pasivación está actualmente disponible en varias plantas del grupo ZINQ.
Para obtener más información sobre la pasivación, haga clic aquí.




GALVA UNION
GALVA UNION es especialista en galvanizado en caliente, termolacado y tratamiento dúplex.
¿ESCOGA SU PLANTA?